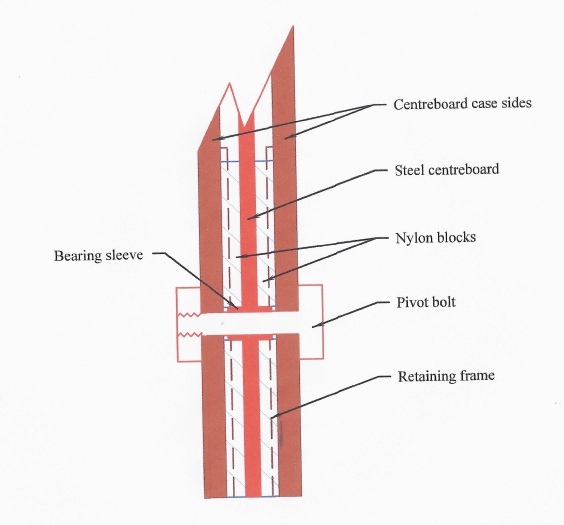
I have now epoxy bonded the centreboard case for and aft spacers to one side of the case. I gave some thought to making the centreboard stable, as the slot is 22 mm wide, but the “board” will be 6 mm A4 stainless steel. The normal way is to insert large spacer washers, but being round, they will rotate on the board pivot bolt, and eventually wear through the epoxy coating. I therefore cut four large 8 mm nylon pads, and bonded 3 mm mahogany frames to the inner faces of the case to hold them in position. The rear pads will prevent slop and vibration when the board is down, and are framed on four sides. However the front pads will have the pivot bolt to retain them, and so I have omitted the frame at the hog. I hope to have a tube welded through the steel to give a bigger bearing surface between the board and the pivot bolt. It will be 18 mm long, and will fit into matching holes in the nylon blocks. This will give a clearance of 2 mm on either side. Hopefully, I will be able to hang the pads on the protruding portions of the pipe, and slide both board and pads into the case together. The pads will automatically align the pivot tube with the holes in the case. I have drawn a sketch below. I have epoxy coated both sides with 5 layers of West System 205 epoxy, and then bonded the two sides together. It feels like real progress, as until now, I have been making a kit of parts.